In the modern healthcare landscape, fall prevention has transitioned from a routine safety measure to a critical clinical KPI. Hospital Anti-Slip Tube Socks, often referred to as patient safety footwear, are at the forefront of this movement. Globally, the market for medical-grade non-slip hosiery is expanding at a CAGR of 6.4%, driven by an aging population and stringent hospital accreditation standards (such as JCI and CMS regulations).
Leading manufacturers now adhere to ISO 13485 medical device standards, ensuring that every pair of socks provides consistent coefficient of friction (CoF) on hospital-grade linoleum and tile surfaces.
While North America remains the largest consumer due to litigation-sensitive healthcare models, the Asia-Pacific region is seeing the fastest growth as healthcare infrastructure modernizes in China and India.
The industry is pivoting toward sustainable materials. At MiFo, we integrate OEKO-TEX certified yarns and eco-friendly silicone treads to reduce the environmental footprint of high-turnover medical supplies.
The engineering of a high-performance hospital tube sock involves more than just adding rubber dots. It requires a deep understanding of biomechanics and material science.
Usage of moisture-wicking synthetic blends combined with antimicrobial silver-ion technology. This prevents nosocomial infections and maintains skin integrity for bedridden patients.
Moving beyond standard dots to "Spider-Web" or "Hexagonal" tread patterns. These designs optimize surface area contact regardless of the patient's gait or foot orientation.
Integrating 8-15 mmHg mild compression into tube socks to assist venous return without the complexity of dedicated medical compression stockings.
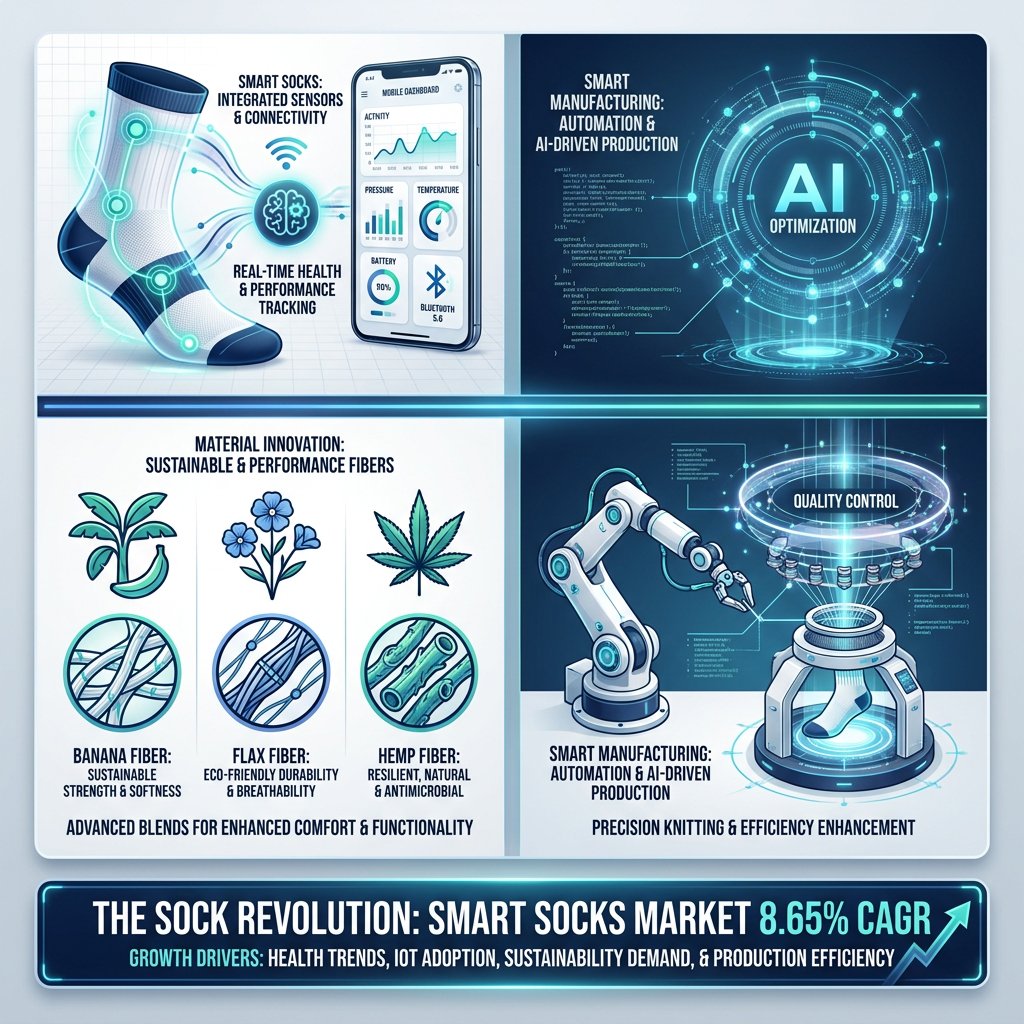
Figure 1: Evolution of High-Tech Hosiery Materials in the Medical Sector.
Double-sided tread socks for post-operative patients. Even if the sock rotates during sleep, the non-slip surface is always ready for first-step recovery.
Color-coded safety. Using specific colors (e.g., bright yellow) to signify high-fall-risk patients to nursing staff at a glance.
Comfort-focused tube socks that provide hospital-level safety with a retail "lifestyle" feel for long-term home recovery.
Non-constrictive tube designs that accommodate swelling while providing stability during active labor and early ambulation.
Established in 2013, Sichuan MiFo Technology Co., Ltd. is a modern hosiery group integrating R&D, production, and trade. Headquartered in Sichuan Province, China, the company occupies a 42,000-square-meter site featuring state-of-the-art factory facilities and an efficient logistics network.
With over a decade of expertise, we have become an industry benchmark. Our products are categorized into 5 major series: Anti Slip Socks (Trampoline, Hospital, Aqua Park), Sports Socks, Disposable Socks, Daily Socks, and Baby Socks. We boast an annual production capacity exceeding 200 million pairs.
As a leading Hospital Anti-Slip Tube Socks Manufacturer, we offer integrated supply chain solutions that go beyond simple manufacturing:
The technical roadmap for 2026 and beyond includes the integration of flexible pressure sensors into the sock fabric. These "Smart Socks" will alert nursing stations via Bluetooth when a high-risk patient attempts to stand up, allowing for immediate intervention before a fall occurs.
Our specialists are ready to help you engineer the perfect safety hosiery solution.